One of the top sheet options we had available at Happy Monkey was a bird’s eye maple veneer. It looks beautiful, it’s reasonably durable (though less durable than an ABS top sheet), and it can be refinished over time if necessary. It is, however, a time consuming process to actually finish the top sheet nicely.

The veneer is coated lightly with epoxy on the top during lamination. Epoxy also permeates the wood during pressing, creating a durable top sheet. The first time I used veneer I found that epoxy seeps through it no matter what, and adding a bit of epoxy to the top ensures that there is even coverage.
Right out of the press you can see the wood looks very different where the epoxy is. The top sheet looks quite nice, and is pretty smooth with a satin finish. However, there are always minor imperfections in the surface of the epoxy out of the press, and the epoxy needs protection from UV light or it will break down eventually out in the sun.
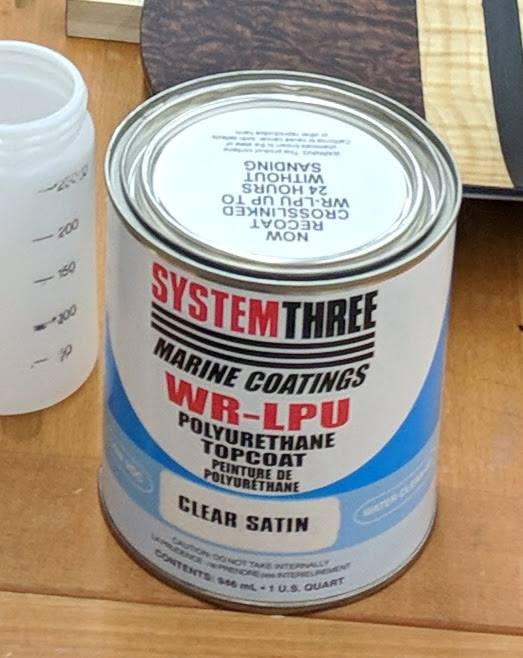
So I coat these veneer top sheets with anywhere from 6 to 8 coats of Clear Satin System Three WR-LPU Polyurethane Topcoat. This is an extremely durable polyurethane that bring out the beauty of the wood while remaining flexible at extremely cold temperatures once cured. It also protects the wood and epoxy from UV light. I use the satin version of this finish rather than the glossy because I frankly just like the satin finish better. The gloss distracts from the wood. Another nice property of this finish is that its water-born, so cleanup is extremely easy and pretty non-toxic.
Before I can apply the first coat I have to sand the epoxy down to clean and roughen the surface. The top skin of the mold was waxed to ensure that the board would release from the mold, so I have to make sure to remove any wax residue as well. I sand with a random orbit sander using a 220 grit pad, stopping before I hit the wood. After a few light passes I stop and wash down the surface, then look carefully for any spots that could use a little more sanding love and scribble them with pencil. Then I sand those spots carefully just until the pencil marks disappear, then rinse and repeat until the top sheet is smooth and even.

Even after the first coat the wood takes on a different character. It is still substantially the same color as it was fresh out of the press, but it has a smoothness and sheen to it that just can’t be beat. By the time the last coat is applied the wood has a bit of added “depth” that really brings out the character of the wood, especially on a cold sunny day up on the hill.
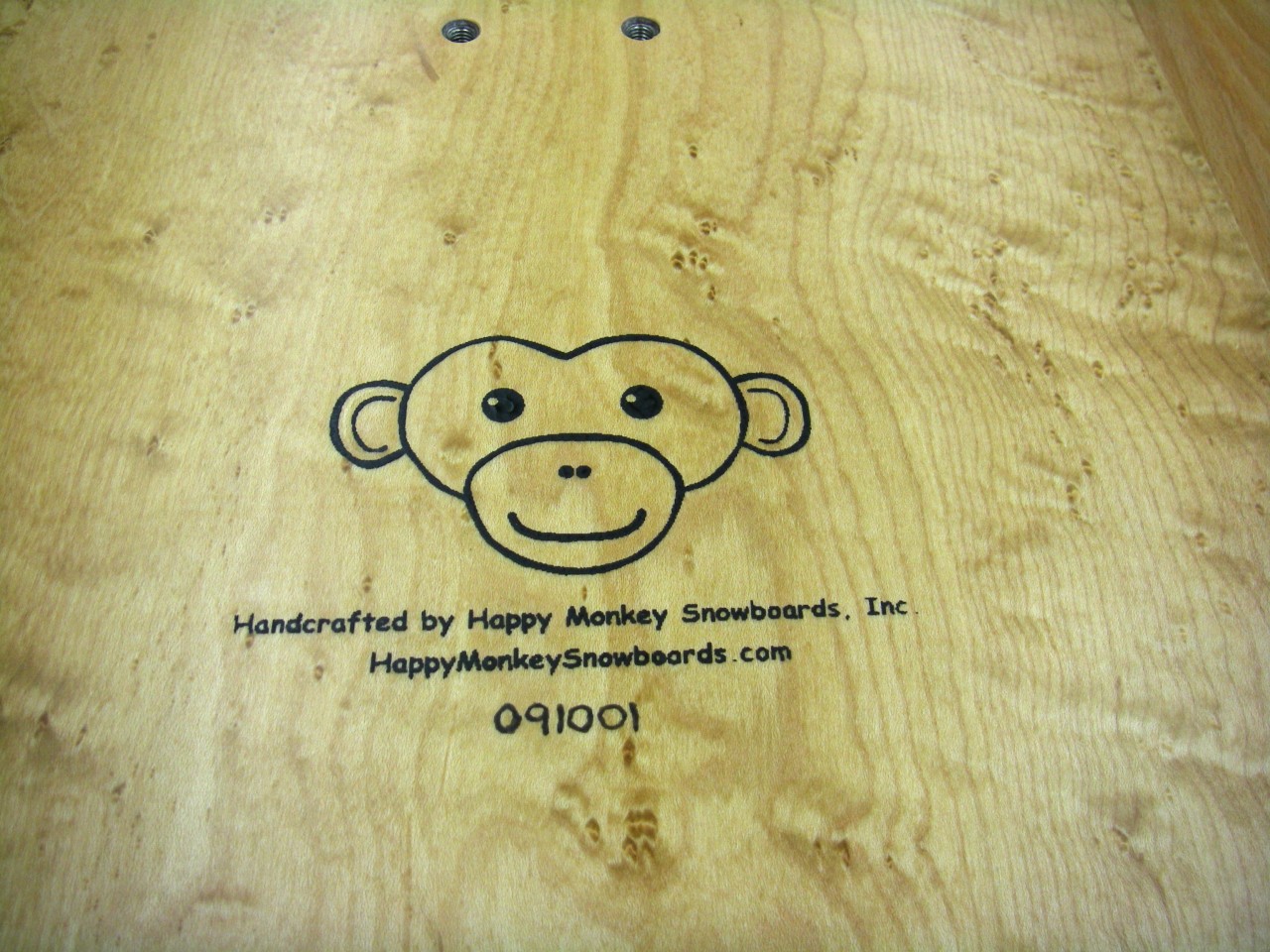
After the 3rd or 4th coat the top is sanded lightly with the random orbit sander again, this time with 320 grit. Any imperfections that the finish has picked up at this point, like a speck of dust or a bit of cat hair, are sanded out carefully by hand with 320 grit and water. I then screen on our logo and carefully hand paint on the serial number, and optionally the customer’s name if it’s a custom job. Then two or three more coats of finish, another light sanding with 320 grit, and one more final coat. The last coat is buffed lightly with fine bronze wool which maintains the satin finish while allowing me to remove any slight specs of dust that may have accidentally gotten on the last coat as it dried.
At this point the top sheet is finally finished. Polyurethane has coated the PTEX sidewalls, though it won’t actually stick to them for very long. I scrape that off carefully, and run a M6 tap down the inserts to remove any poly that has made it into the inserts, and the board is ready to go.
Veneer finishing #
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Spraying Process #
