
Vacuum pressing is a very reasonable way to press snowboards and skis. It’s more affordable, requires much less space, and is often a more flexible setup, allowing you to build different shapes and sizes of boards easily.
I started by vacuum pressing, and did so for the first two years of board building. All the pics here are from early 2003-ish.
Resources and Links#
There’s a lot about vacuum bagging online. Look for info about composites, or woodworking. Both are applicable.
- Vacuum Bagging Equipment and Techniques for Room-Temp Applications, an excellent overview by Fiber Glast.
- Supplies from Fiber Glast, Fiberglass Supply, etc.
- Joe Woodworker
- Vacu Press
- Lots of posts on vacuum bagging at SkiBuilders.com
Molds#
One of the best things about vacuum bagging is the molds. With a pneumatic press, you have to have a completely solid and very strong mold to withstand the pressure applied to it. For bagging, the mold only needs to hold its shape against the stiffness of the board’s core.
I built my molds out of 5 ribs of MDF, with interchangeable nose and tail sections. A single piece of aluminum is pre-bent and screwed to the top to form the layup surface.
The skin is attached via screws, with small metal threaded inserts placed carefully into the outer two ribs. I recommend 3/4" MDF for the outer ribs and careful drilling to ensure you don’t split the MDF when you add the inserts.
Vacuum Mold#
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Pump#
You’ll need a vacuum pump to draw a vacuum out of your bag. This needs to run for ~24 hours while your board cures, and it needs to be very reliable, and ideally quiet. I used a dedicated vacuum pump built by Gast designed to run 24/7. Simple, small, quiet, easily rebuilt (which we did once.) I kept a backup on hand, too, just in case. My pump was model MOA-V113-AE. For scale, these pumps are 8" long.
Gast Vacuum Pump#
{kind=link}
{kind=link}
Pressure#
You hear “vacuum” and think about space: a total vacuum, with no air or anything. But that’s not what you get when you vacuum bag. It’s incredibly difficult to draw a perfect vacuum on Earth. You won’t get anywhere near there.
You measure your vacuum pressure in “inches of mercury (in/Hg)” (in the US). One atmosphere is 29.92 in/hg. When vacuum bagging, with a high quality pump, you should expect to draw ~25.5 in/Hg at best. That translates to ~12.5psi across the surface of your board.
Note that the pressure applied to your board varies with the air pressure where you are, when you do the pressing. It changes with the weather :)
You’ll need to get a vacuum gauge to measure the pressure in your bag. Mount it someplace easy to see, since you’ll need to look at it often while trying to get a good seal on your bag. You should draw your vacuum from one end of the bag, and measure from the opposite.
Bagging materials#
There are a bunch of disposable materials you’ll need:
- Flat vacuum bag material. This is a thin, clear plastic which is strong, resistant to puncture, but with surprisingly good stretch. I used Stretchlon® 200 Bagging Film. It also won’t stick to epoxy, so it releases from your part.
- Vacuum tape. This is a special “tape” which you apply to the perimeter of your mold, and it’s what will adhere the bag to the mold skin and allow you to draw a vacuum. There are many kinds, but I always loved this yellow sealant tape because it is thicker than usual and that makes it easier to get a good seal. (I’m using the black tape in all these pics, but then I discovered the yellow and never went back.)
- Breather fabric. This drapes over the board and allows air to flow evenly across the board. It compresses evenly, too, ensuring you have proper pressure over the entire surface without any trapped air pockets. It will absorb excess resin as well.
- Connectors. Thru-bag vacuum connectors allow you to connect your pump and gauge.
Layup prep#
There’s a lot of prep, but it’s all important. Go carefully and you’ll do just fine. Keeping things clean is critical: you’re going to rely on the sealant tape bonding the bag to the aluminum perfectly, and to do that it all needs to be clean.
- Clean your mold skin with mineral spirits to ensure it’s wax-free.
- Mark the center line of the mold, and of the board. Ensure you can place the base w/ edges in the correct place.
- Wax your mold skin, leaving a 4" strip under the center of the base and ~2" around the edge clean and wax-free.
- Spray a little Super-77 spray adhesive on the clean strip in the center. Place your base w/ edges and press it down to adhere to the skin.
- Apply the sealant tape around the edge of the entire mold skin, in one
continuous strip. Start in the front center, work your way around carefully,
and overlap back in the
front center 4-5". Leave the protective paper on the top of the tape except
where you have to overlap.
- The paper will keep any epoxy drips off of the tape during layup.
- DO NOT STRETCH THE TAPE while you do this. You want it as thick as possible. Stretching will also make the paper come off, which is annoying.
- Tape the bottom half of a thru-bag connector in one corner, with a small square of breather fabric underneath. This will be where you draw your vacuum.
- Tape the bottom half of another thru-bag connector in the opposite corner, with a small square of breather fabric underneath. This will be where you measure your vacuum.
- Cut strips of breather fabric to fit between the edges of your base and the sealant tape. Hold them in place with bits of tape. This will absorb squeeze-out from around the edges of the board.
- Cut your bagging material to size, ensuring you have a decent amount of overhand all around. Roll it up and set it aside.
- Cut a sheet of breather fabric, so it fits inside the tape, over the board. Make cutouts so you don’t cover the thru-bag fittings. Roll it up and set it aside.
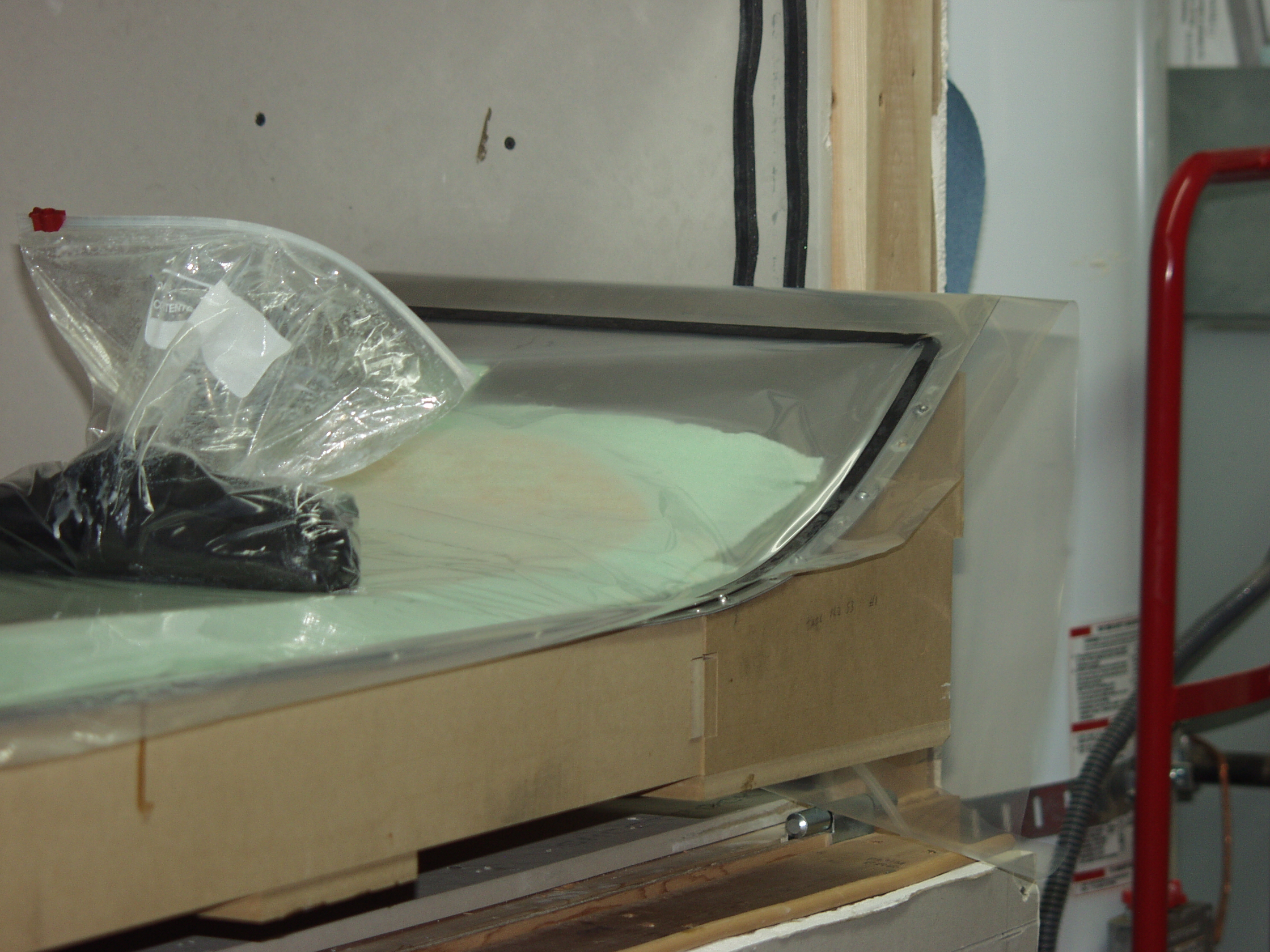
- Place your weights (see below) in gallon zip-lock bags. Put them in an easily reachable place.
- Have a roll of paper towels handy.
- Of course, get all of your board parts ready.
Vacuum Layup Prep#
{kind=link}
{kind=link}
{kind=link}
Pre-bending the core#
You will probably find that if you place your core over your base in the mold that it doesn’t sit properly. The core is flat, but your mold isn’t. This isn’t a concern with a pneumatic press, where the pressure is so great that it will bend your core into place perfectly. Depending on the shape of your mold, the vacuum pressure may be insufficient to get the core to seat properly against base at the nose and tail. Also, having the core flat during layup makes it much harder to keep the parts aligned.
Thus, I recommend pre-bending the nose and tail of your core. There are a lot of ways to do this, and I won’t go into much detail here. I did it with a 3" metal pipe, clamped to a workbench and heated with a blowtorch. I sprayed water on the nose of the core, then worked it against the hot pipe to steam-bend it. Ditto for the tail. You have to be very careful to support the nose/tail across the width of it, so you don’t crack it, and you have to work quickly, so you don’t scorch the wood or break down the glue holding the core together.
Weights#
Because the core won’t conform to the mold, you’ll need to weight it down during layup and while you’re getting a vacuum drawn. I recommend two weights, one for the nose and one for the tail. I used small, soft workout weights, placed in ziplock bags. I used about 10lbs per bag. The ziplock bags are disposable, as they will get covered with epoxy during layup.
Top sheet prep#
The breather fabric will absorb any resin that squeezes out along the edges of the board. This is normal. But, it will transport it on top of your top sheet in places.
So you need to protect the top sheet, at least along the edges, so you don’t glue breather fabric to it. Packing tape, wide protective tape or carpet tape, etc. can help here.
Dry-run#
Do a dry run, all the way through. Pretend to mix the epoxy, and place the now sticky cups where you’re going to have them. Pretend to pour it.
Place the edge rubber, bottom layer of glass, and your core. Pretend to wet them out. Place your weights on the nose and tail to force the core into place.
Pretend to wet out the core with the weights in place. Move one weight at a time, and wet out the rest of core. Now place your top layer of glass, moving one weight at a time to get it into place and aligned. Pretend to wet the glass out, again moving the weights as necessary. Repeat for the top-sheet. This is a pain in the rear, but you have get used to it now while you can screw up.
Now place the breather fabric over the board, moving one weight at a time. And now place the vacuum bag. Get it flat. Picture having gone up to this last step, and where the epoxy is, and what’s on your hands. You must not get epoxy on the edges of the bag, where it needs to stick to the tape. And you must not get epoxy on the tape. You’ll need to plan to be clean at this stage, and I’ll give more advice below.
Do a few dry runs until you’re happy.
Layup#
The moment of truth, when you end up with a board slowly curing under pressure.
- Mix up your epoxy, and go through the same steps as the dry-run, except the last step where you place the bag.
- Be careful about dripping epoxy on the paper covering the sealant tape. A little is okay, and it’s going to happen. You can wipe it off the paper later.
- Once everything but the bag is in place, take a moment to clean off that tape.
- Get the bag in place, with the paper still on the tape. Keep the weights on the nose and tail. Make sure the bag overlaps the tape well.
- Remove the paper from the tape just along the edge by the nose. Carefully and evenly place the bag onto the tape. Avoid wrinkles!
- Now that one end is taped on, look at the bag again and make sure to pull it taut along the length of the board.
- Start removing the paper from the edges, starting at the nose, pulling the paper back 6-12" at a time on each side and pressing the bag to the tape evenly as you go.
- Once you have the edges taped on, remove the paper from the tail edge and press the bag into place.
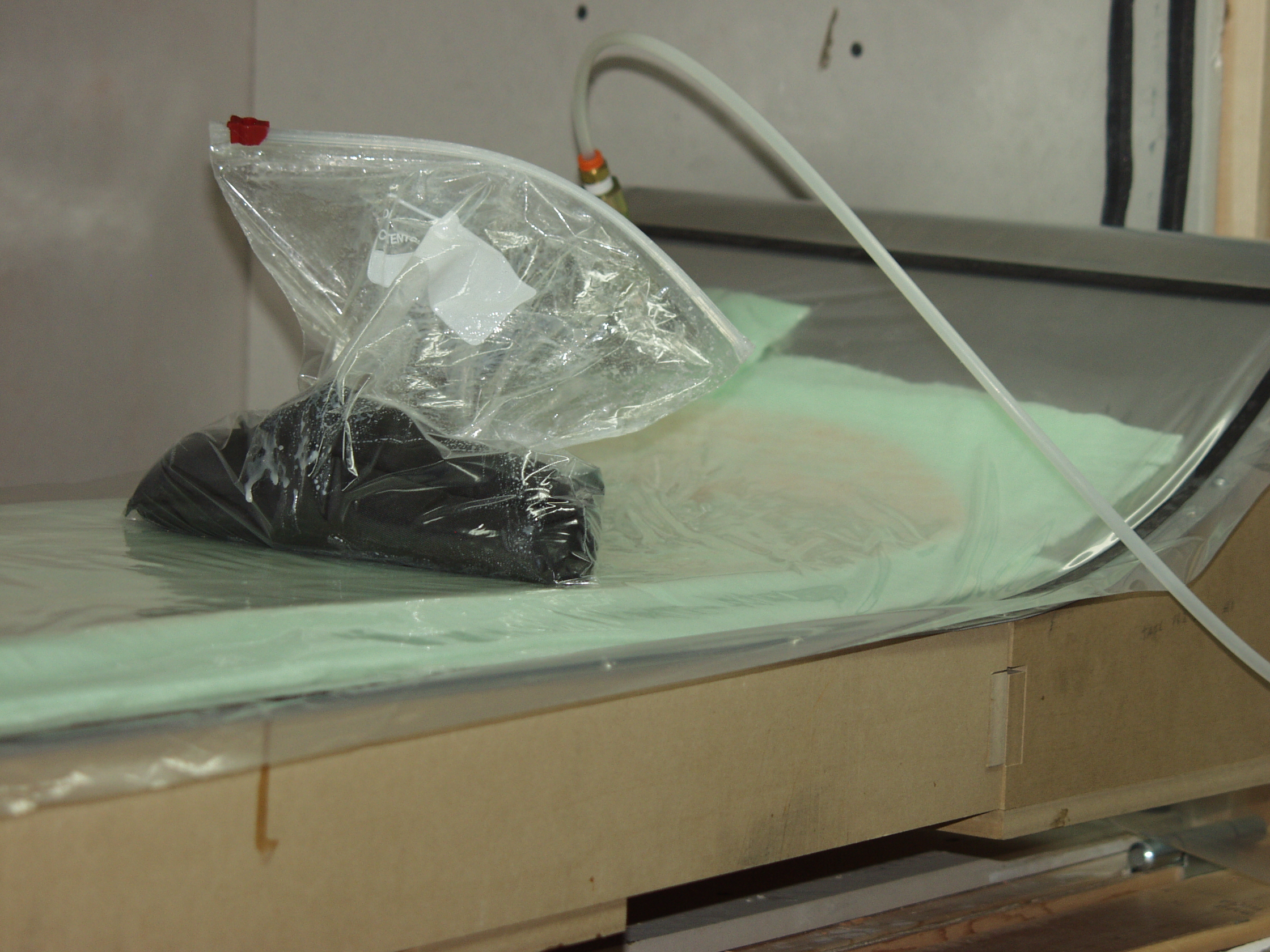
- Cut a small X through the bag over the center of each thru-bag connector. Insert and close the connectors.
- Attach one connector to your pump, and the other to your gauge.
- Turn on the pump and start drawing a vacuum. This won’t work well yet, it’s okay.
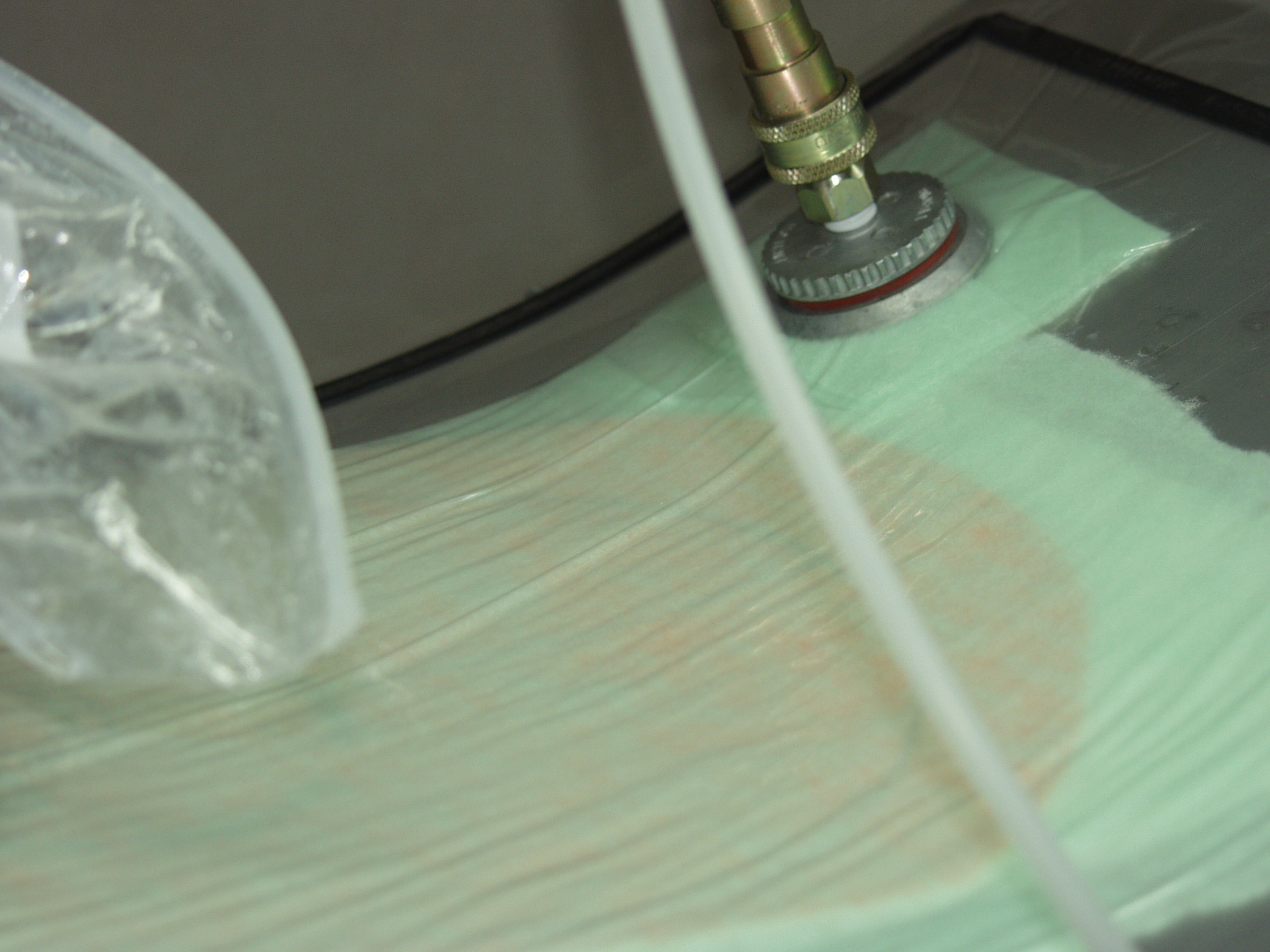
- Now, start working the bag into the tape all the way around. Rub it into the tape with your thumb. A piece of paper towel helps to keep from rubbing the skin off of your thumb. Keep working around the bag, rubbing the bag, tape, and aluminum skin together, forming a good seal.
- At some point you will have made a good enough seal for the vacuum to start drawing well. You’ll see the air draw out of the bag, everything will press down and tighten. You’re almost there!
- Let the vacuum draw for 30s, then look at your gauge. Try to get towards ~25 in/hg or more. Keep working around the tape looking for any small leaks. Wrinkles are leaks every time. You can try stretching the bag at a wrinkle and rubbing to get it out. Sometimes, you may want to cut another couple inches of tape, and place it outside the original line to try to get more of a seal. That’s fine.
- Work at the tape until you just can’t get any more pressure out of the system.
- Remove the weights, step back, and have a rest.
Vacuum Layup#
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
After layup#
Once your board is fully cured (could be 24hrs for a room temp cure), you should find that the bagging material comes right off. Hopefully you waxed the mold skin well and the board with all the resin-infused breather fabric comes off easily. Rip off the clean breather to see the center of the board.
The breather on the edges will be plasticized. Ideally this comes off of the top sheet protection you applied pre-layup. The rest will be trimmed off with the flash.
The board on the right in this pic just came off of the vacuum press.
The tape, bag, and rest of the breather are all garbage now. Don’t try to reuse the bag, it should be hopelessly stuck to the tape anyway. Save the thru-bag connectors, of course.
Heat and the hotbox#
All epoxy systems cure better with heat. But it’s difficult to apply heat when vacuum bagging.
With pneumatics, we include silicon heat blankets in the stack and get even heat top and bottom. You can try to do that with bagging, but it’s hard. You have to account for the wires into the bag, it’s more to deal with, etc.
Some have used heat lamps along the length of the board. Others have used heat wire underneath the mold skin.
I build a “hot box” large enough to hold my entire mold setup. Insulated, with a big door that swung down. I placed the mold on drawer slides, so I could pull it out about a foot during layup. I placed 120v silicon heat cable all along the bottom of the box, under the mold, with terracotta tiles on top of it for thermal mass. I would preheat the tiles before layup. I placed a thermocouple on top of the board in the center after I was all done, then closed up the box. A controller would try to keep the thermocouple at 120F, and it did a very good job. Once the box was up to temp, it would maintain it well without much effort over a 24-hour cure.
Note: these pics show an old vacuum mold.
Vacuum Hotbox#
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Vacuum vs Pneumatic#
This is somewhat of a “great debate”. I believe you can build a fine snowboard or ski with vacuum molding. But for top quality results I really do believe you need to move to pneumatics. I have direct experience moving from vacuum molding to pneumatics and the results are striking.
-
Vacuum pros: a vacuum press is low cost. Materials are readily available from multiple suppliers, often locally, and it’s easy to get started. The molds are much easier to construct.
-
Vacuum cons: poor heat transfer, consumable costs add up over time, top sheets are often uneven (can mitigate with an additional plate on top, but more effort/alignment). The laminate isn’t as well consolidated (generally poor squeeze out, voids). And you have vacuum pump to maintain (and not useful for other things).
-
Pneumatic press pros: great pressure application, smooth top sheets, excellent squeeze out, excellent heat transfer.
- Pneumatic press cons: expensive to build vs. vacuum. The molds must be beefy to take the pressure. Requires a large air compressor. There is a small explosion hazard. Air compressor to maintain (though generally useful for other things).