The base, with the attached edges, defines the final shape of the board. The edges are used as a guide when trimming the board out after lamination. The nose and tail spacers serve the purpose of sidewalls on the nose and tail. These areas are beyond the effective edge of the board.
Bases#
A length of base material is cut off of a roll just a little bit longer than necessary. Then, this material is held in place with clamps and the shape cut out on the CNC machine. The base is cut 2mm smaller than the overall board size all the way around. This allows the edge material, which is 2mm wide, to define the final shape for the base.
Holding the base material while the CNC machine is fairly simple. I clamp the base material down much like I do the core blanks: a few clamps along the length of each side. The machine starts cutting at the nose and makes a pass down one side. As it makes the turn around the tail and starts cutting the second side I start to stabilize the cut base by hand. As the cutter approaches the nose again I make sure to have one hand at the middle of the base and one close to the cutting head. I’ve found it’s easy to hold the base completely still this way. Alternatives might be double-sided tape, and of course a decent vacuum table, but since just holding it down has worked so well for me I’ve never been motivated enough to try something else.
The base is cut with a 1/4″, two flute, straight cut bit that we reserve only for cutting base and nose/tail spacer material. This keeps it sharp, which yields a better finish on the cut base material. I use one of two base materials: ISOSPORT 7500 or ISOSPORT ISOHIGHSPEED 2112, both of which are black, sintered PTEX. The ISOHIGHSPEED is a race base with 10% graphite, proven to be consistently faster over the many years we’ve been testing with these two materials.
The cutter always leaves a little bit of “fuzz” around the edge of the base. I’ve never found a cutter that prevents this. I remove the fuzz with some 320 grit sandpaper attached to a small wood block. It knocks the fuzzy material off easily without changing the shape of the base.
Edge preparation#
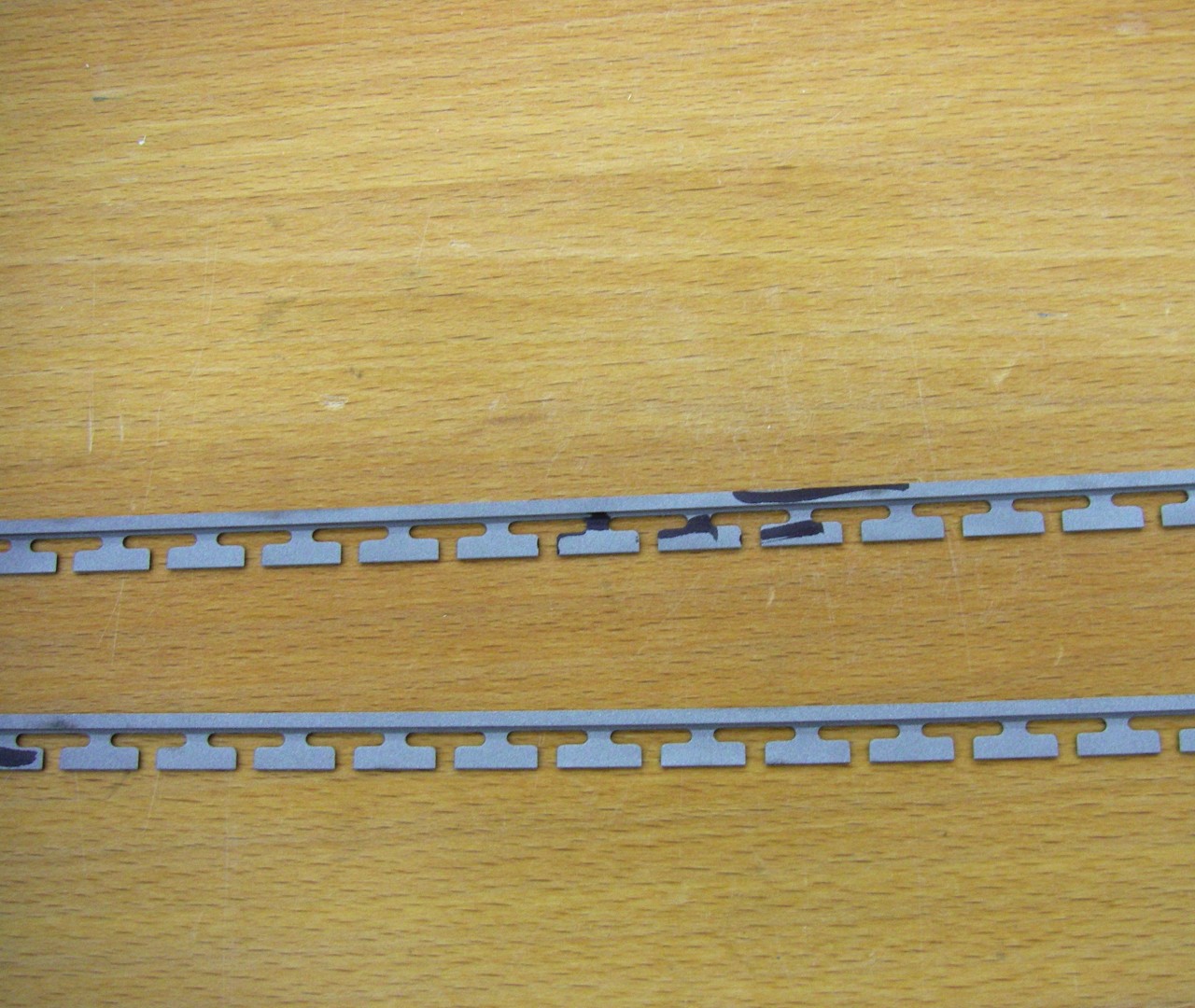
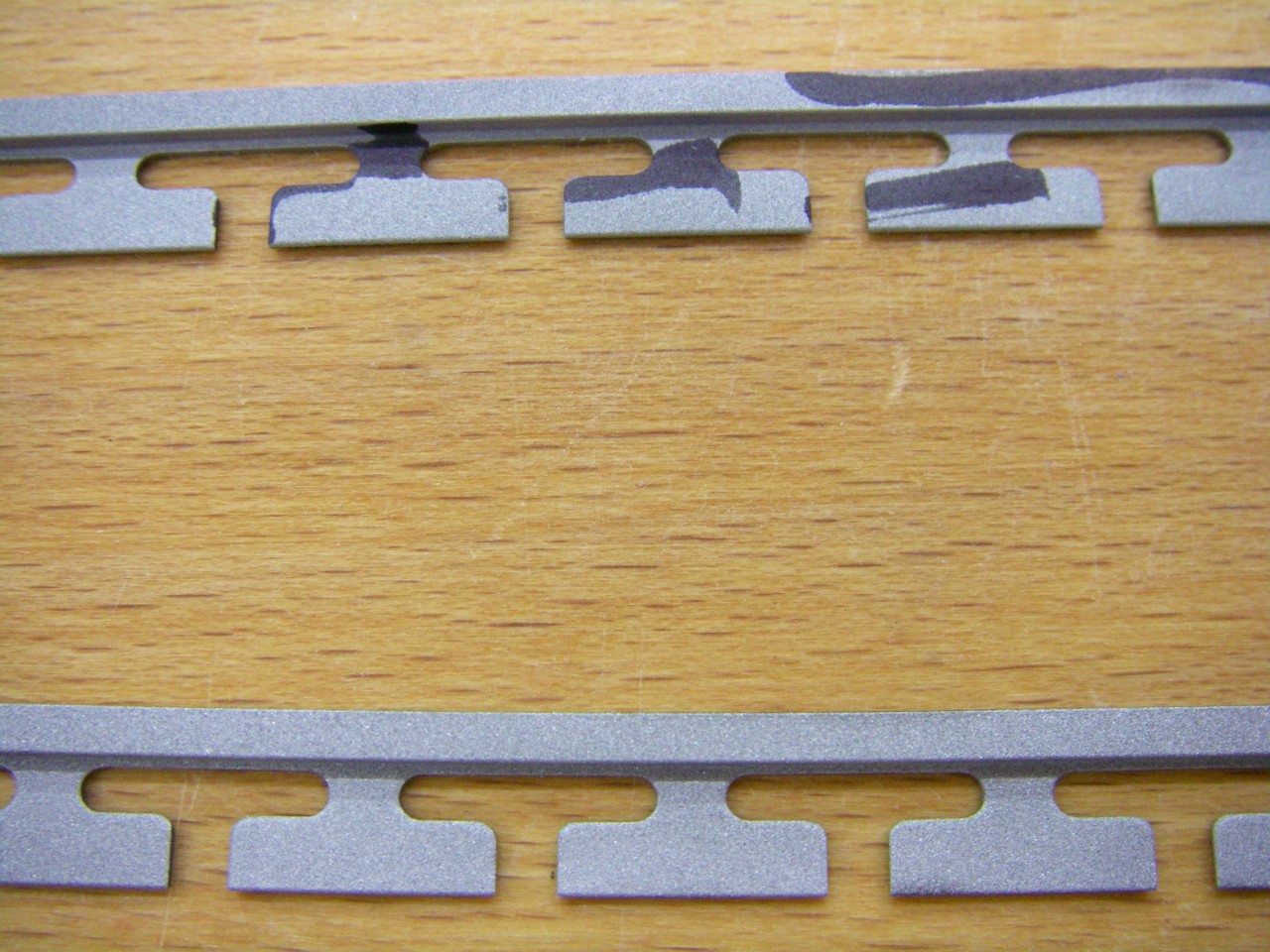
Edge material is constructed from steel. It has a Rockwell hardness of HRC 48, which is the industry standard. I have some edge material that is pre-cut in 84” lengths. It is sandblasted at the factory to aid with bonding. This is a good length to work with for boards up to about 185cm long, depending on the shape of the board. For boards longer than that, I cut edge material from a continuous roll of material that is raw and has not been treated for bonding. I then sandblast these edges using a small sandblasting rig that I can set up in our shop when needed.
I’m pretty anal about good surface preparation on the edge material. I check over both types of edges very carefully and mark any places that could use improvement, then send them through the sandblaster again for any necessary spot touch-up. After this, I only work with the edges while wearing gloves to ensure I don’t contaminate the edge surface with any oil from my skin.
I use a 60 grit aluminum oxide blasting media. It takes about 10 minutes to blast a single length of edge material.
Sandblasting edges#
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Edge bending and tacking to the base#
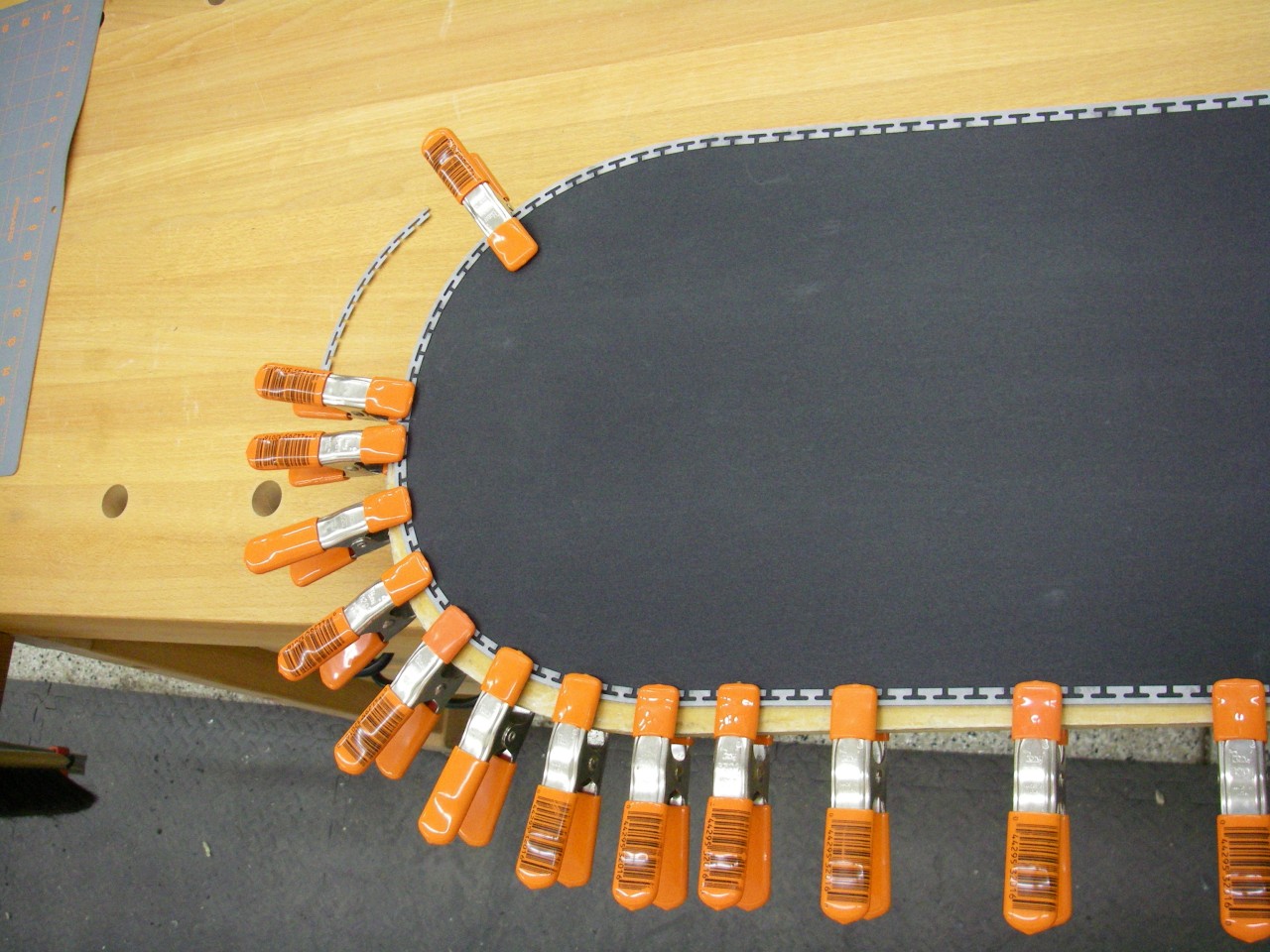
Next, I bend the edges to match the shape of the base material perfectly. I start by running the ends of the edge through a Edge Benders, then finesse the rest of the bending by hand. This initial bend helps a lot, and I try to make it tighter than it really needs to be since it seems to be easier to relax it back to the proper shape. Any excess edge that extends past the centerline of the board is trimmed off and filed. Once the edge fits perfectly, I clamp it down and tack it temporarily in place with cyanoacrylate glue (Super Glue). When the board is laminated, epoxy provides the final bond between the edges and the base material, as well as to the rest of the laminate.
This part of the process is fairly painstaking. Sometimes it goes quickly, but often it takes about 2 hours to edge a base completely, including drying time on the glue. If I need an especially tight bend, or to work a kink out or get the very ends perfect I’ll use a Edge Benders to apply force exactly where I need it.
Here’s a short video of applying edges to a base. It’s low on detail, but it’ll give you an idea of the process.
Note: the super glue doesn’t bond immediately like you would expect. It takes about 20 min for it to dry and hold the edge on, but once it does dry it holds extremely well.
I’ve prepared a brief video showing how I apply the glue to the edges that I hope will be helpful.
Bending edges#
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Nose and tail spacers#
I use PTEX for nose and tail spacers. This extra material is needed along the perimeter of the core at the nose and the tail. It serves a similar purpose to the PTEX sidewalls - it protects the core over time. This material comes to us on a roll, sanded and flamed on both sides, ready for bonding. I cut it to shape on the CNC machine so it matches the core perfectly, and temporarily hold it in place with small pieces of a thin tape made mostly of paper. I leave a little more room on the nose and tail for PTEX than we do on the sidewall mostly because the board is thinner up there, and takes a little more abuse.
Note: Some people have had trouble using tape like this. The tape does remain inside of the laminate, and I’ve never had a problem with that. However, some people have used similar tape and had it cause small bubbles under the top sheet. Alternatives to holding these pieces on include staples just outside the laminate, an extra step to laminate them on with a light weave of glass, etc.
{kind=link}
{kind=link}