
Trimming the flash#
The first step is trim off the “flash”, which is the leftover material beyond the edge of the snowboard. This consists of extra fiberglass, cured epoxy, rubber, top sheet, nose/tail spacers, and sidewall material. I start by using a bandsaw to remove the flash from along the effective edge of the board. This is easily done by allowing the bandsaw blade to press against the metal snowboard edge. It is also possible to remove the flash from the nose and tail using the bandsaw, but I chose to cut these portions away using a jigsaw with an abrasive bit. It’s much easier (for me) to hold the board steady on a workbench and guide the jigsaw carefully around the tighter nose and tail radius than it is to swing the entire board around the bandsaw blade.
@TODO: get the info on the blade I use.
Flash Cleanup#
{kind=link}
{kind=link}
Cleaning the edges#
Now the laminate is starting to look more like a snowboard, but the edges are very rough. Both tools leave a rough edge, and in places there will still be a thin layer of excess material, usually PTEX sidewall or nose/tail spacer. A 4” angle grinder with a 60 grit flap sanding disc is used along the entire perimeter of the board. Excess material is carefully ground away, and the full edge is exposed. I then switch to a 120 grit flap sanding disc and cleanup the nose and tail portions of the board completely. This will be the final treatment these parts of the board receive. This is a pretty delicate process. You can do a lot of damage to the edge of the board with an angle grinder and a 60 or 120 grit disc in an amazingly short period of time!
It is critical that you not overheat the edges while grinding with the angle grinder. I constantly move to another area even before the portion I’m working on is done. I spray liberally with clean water as I do, and check the temperature of the edge with my hand. If you can’t hold your hand on the edge, then it’s too hot.
Edge cleanup#
{kind=link}
{kind=link}
Base grind#

Beveling the sidewalls#
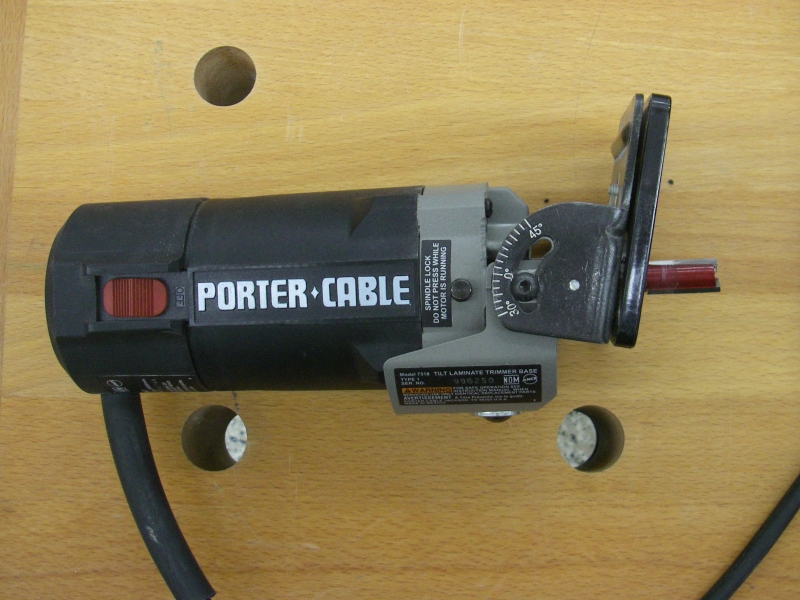
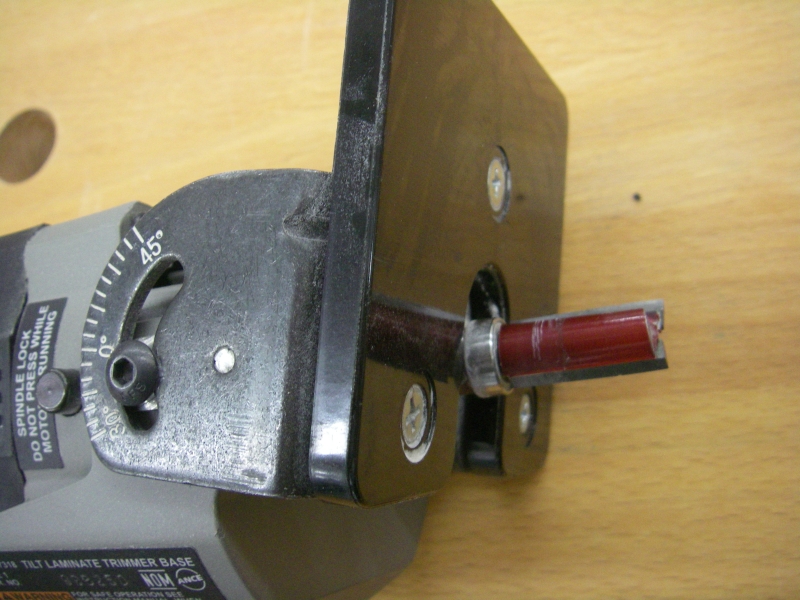
Next, the board is returned to the work bench where the sidewall bevel is applied. A laminate trimmer with a tilt base is used to run a flush trim router bit along the length of the effective edge. This gives the sidewall a perfect 10 degree bevel, and is the last bit of cleanup needed on the sidewalls. If you don’t have a laminate trimmer with a tilt base you can build a wedge out of wood and attach it to the base of your router to form the correct angle.
The key here is to move slowly and ensure that the base of the trimmer remains flat against the base of the board. Ease into and out of the cut at each end, and blend any sharp transition that might be left with a sanding block.
Sidewall cleanup#
{kind=link}
{kind=link}
{kind=link}
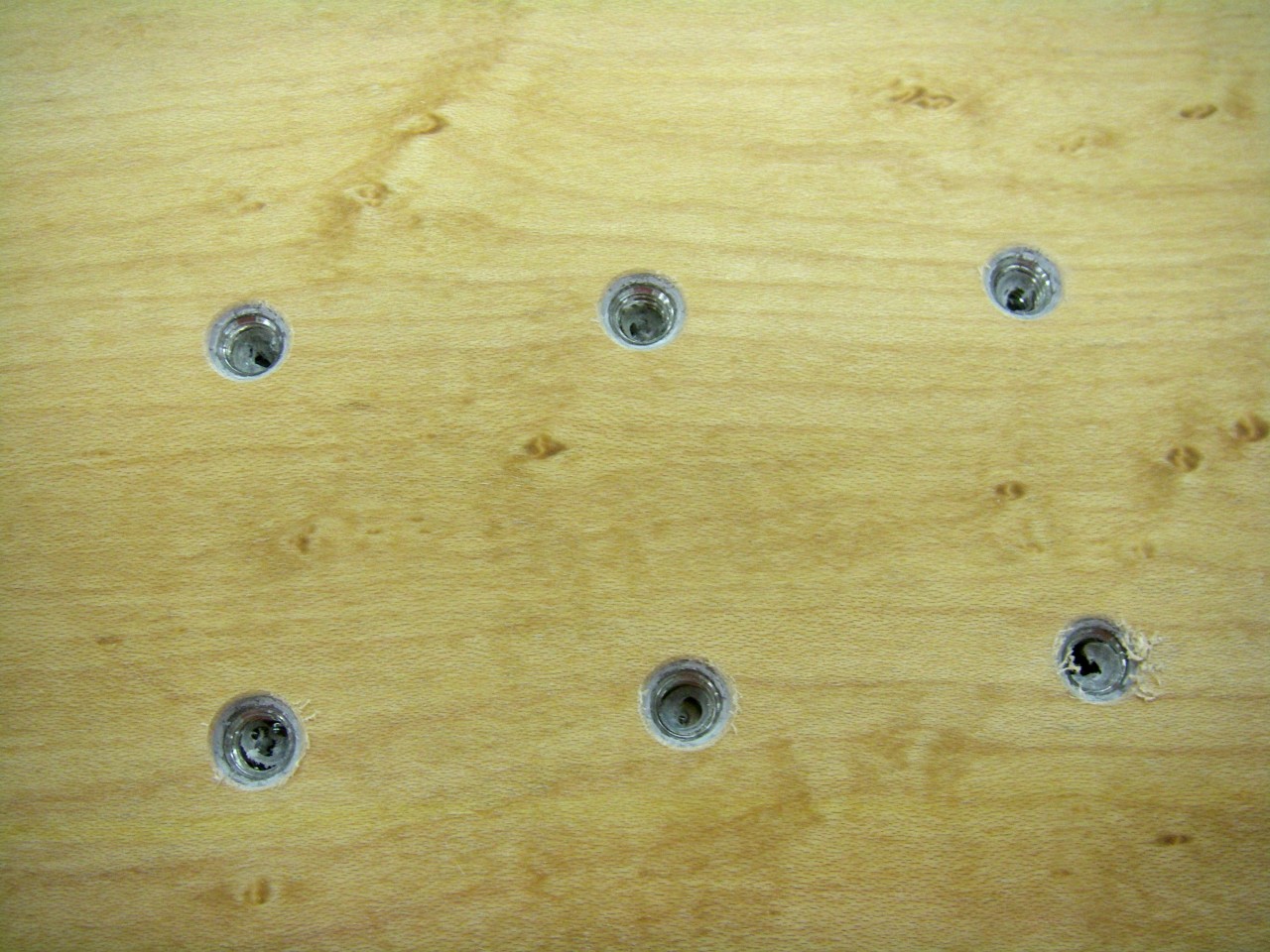
Exposing the inserts#
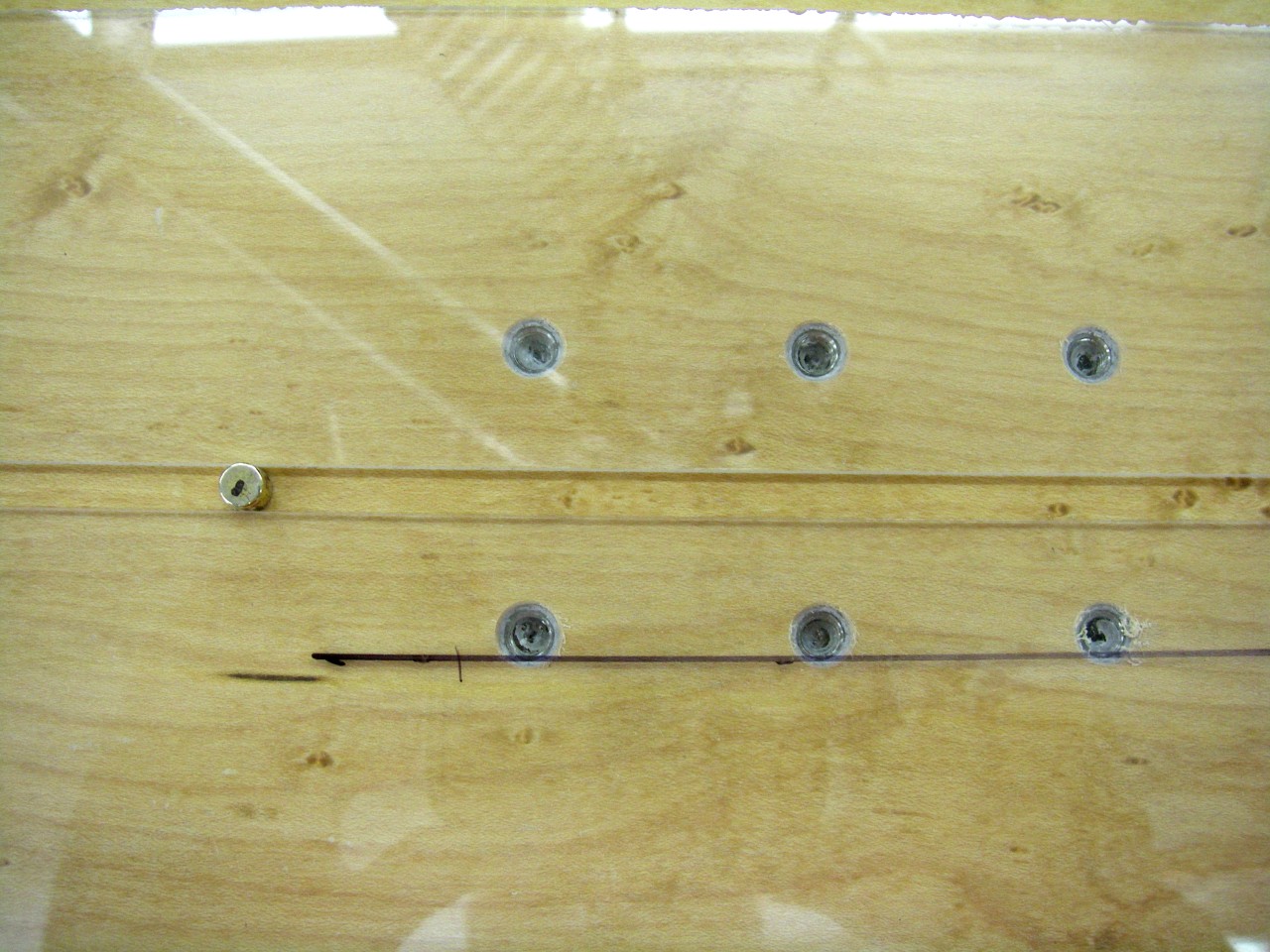
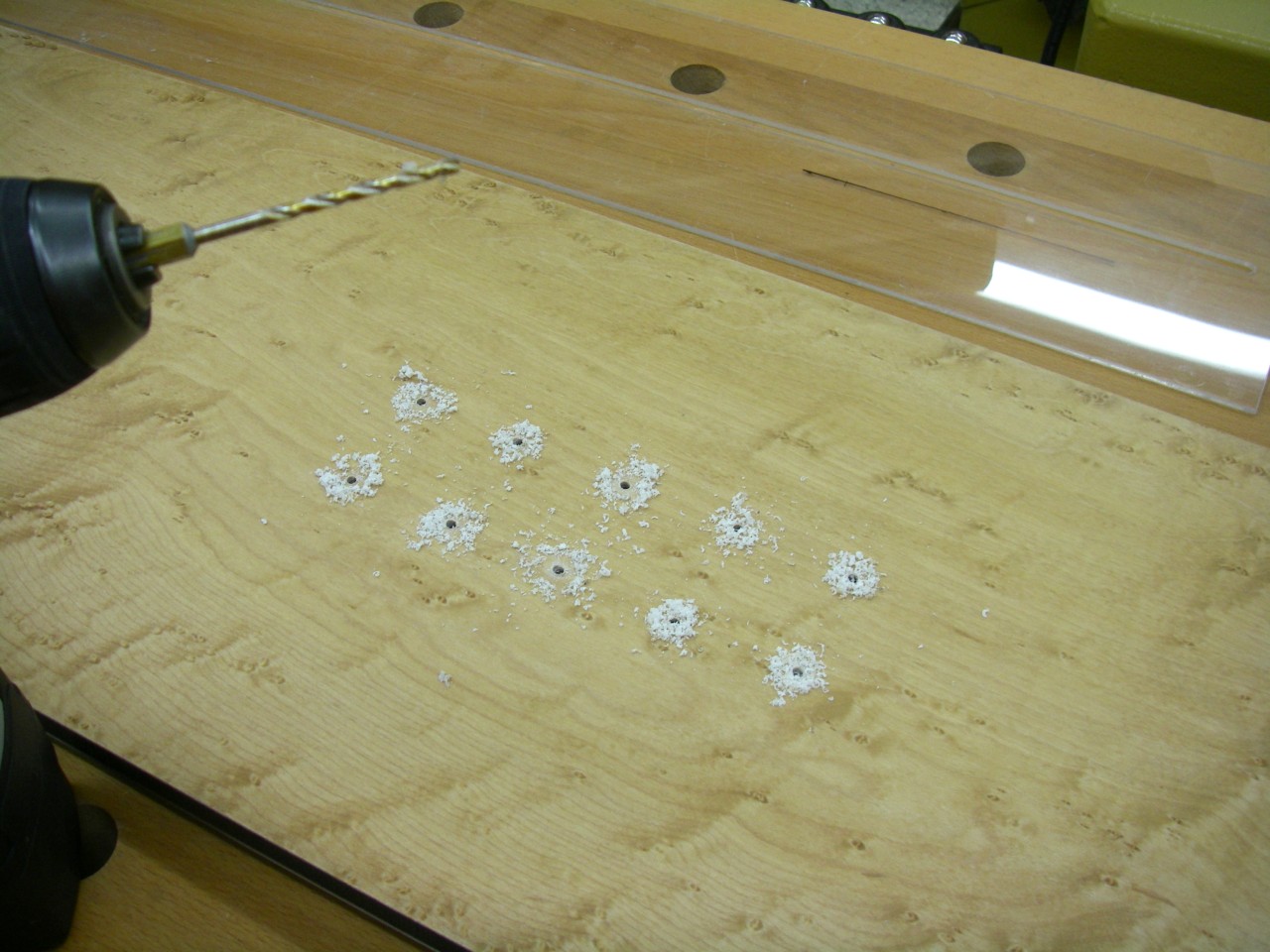
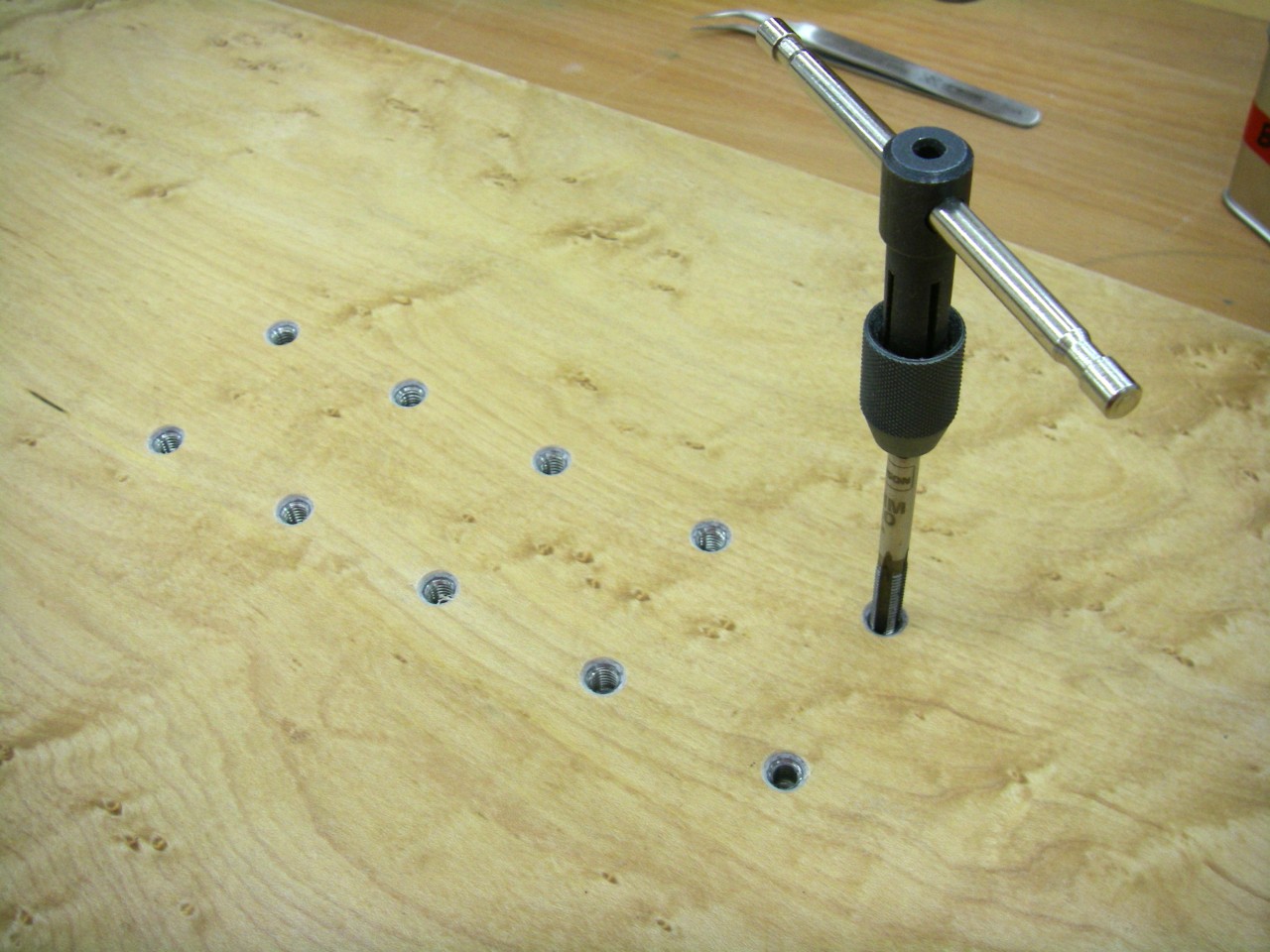
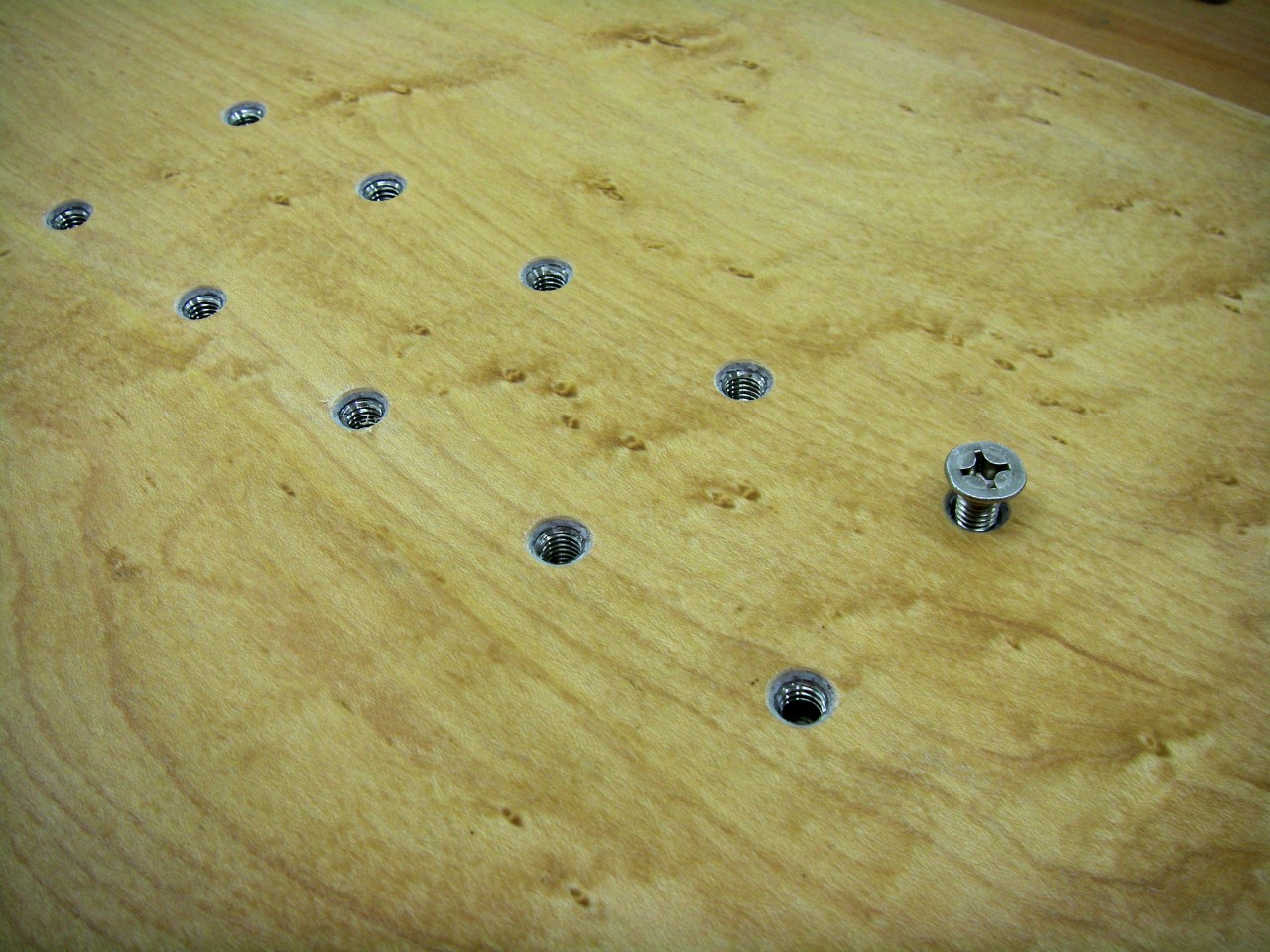
Finally, the inserts are drilled out. I locate the inserts by using two small magnets that will stick to two 3/16” steel ball bearings that I placed in the guide inserts during preparation for layup. The guide inserts are centered along the length of the board, and 4cm from the first set of inserts. Using a guide I can quickly mark where the inserts are below the surface of the board, then drill them out in two steps. The first step is to use a 1/8” drill bit to open up the inserts, then a 45 degree counter sink to expose the full inserts and leave a nice bevel. The counter sink will self-center in the insert. Keep the drill perpendicular to the board to ensure an even, round hole. The threads are cleaned up with a M6 tap, and checked by running a binding screw down into each insert by hand. If the screw doesn’t feed easily all the way to the bottom, the tap is used again until it does.
Use a small pair of tweezers to remove bits of the mylar insert cap that get pushed down during drilling and counter sinking. Clear the inserts with compressed air before tapping and before running the screw down.
Go easy with the M6 tap. You don’t want to cross thread it and destroy the threads in an insert. You also don’t want to run it too far down and push out the base of the insert, which would leave a dimple on the bottom of the board. Most taps come with a point at the end. It’s best to grind this down to a flat bottom, as shown in the pictures below.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}